6-S摇床广泛用于选别钨、锡、钽铌等其它稀有金属和贵金属矿石,尤其是对矿石粒度在2-0.02mm有效回率最高。
6-S摇床在日常工作性能较稳定。但在实际生产中由于缺乏正确的维修方法及更换部件时安装不正确等因素,因此易出现一些常规问题。这些问题大多数实际使用者缺乏检测及维修经验,从而影响选厂正常生产造成不必要的损失。
我公司根据十几年生产经验及产品售后反馈信息。总结了一套对6-S摇床日常易出现的问题及解决方法,供客户参考。
一、易造成摇床出现异常响声的主要部位如下(产品前面数字相对应部位参见图片1)
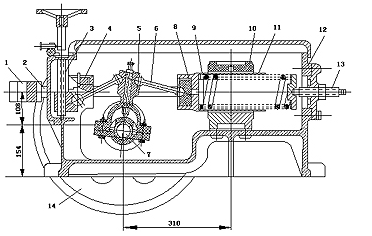
①、14-大皮带轮 ②、5-摇动杆 ③、9-弹簧 ④、7-偏心轴 ⑤、6-肘板 ⑥、鞍形基脚上摇动盒的撑板
二、检查方法及解决对策
1、针对大皮带轮
停机检查用手去转动大皮带轮,如果感觉大皮带轮有间隙,则说明大皮带轮没装稳。这样在实际生产中极易产生异常响声。
解决方法:找一块废弃的钢锯皮或薄一点的小铁皮,塞到大皮带轮的键子里(俗称销子),再拧紧旁边的固定螺丝,然后在检查间隙是否消除。
2、对摇动杆
停机检查,首先取下旁边的两块肘板,用一只手先稳住大皮带轮,另一只手去摆动摇动杆,正常情况下,只能较吃力的左右摆动、前后是不能摆动的。如果相反则说明摇动杆没有固定住。这种情况在生产种不极易产生异常响声。
解决方法:拧紧摇动杆上的固定螺丝。
3、针对弹簧
停机检查。看看弹簧是否有走位现象。比如弹簧歪了或偏心了等。
解决方法:用铁锤击打弹簧,这样就能迫使弹簧复位。
4、针对偏心轴
同样是停机检查。双手稳住大皮带轮,前后摆动,如有感觉能动或有机械间隙,则说明偏心轴没固定好。
解决方法:拧紧6-S传动箱油封盖上的两个小螺丝。
5、肘板
开机检查。用一只手的大拇子和中子分别触摸到两块肘板上(检查时务必注意安全),感觉是否有间隙。
解决方法:根据实际间隙情况调节弹簧丝杆上的螺丝。如果送了就调紧点,如果太紧了就调松点。
6、对鞍形基脚上的四块撑板
停机检查。看看四块撑板的位置是否正确,比如是否在摇动盒的正中间,还有检查是否会刮到摇动盒的边壁上。
解决方法:调整撑板位置,使其在正确的位置上。
| 




